


从1990年开始研究喷煤枪头及小口径管件至今已走过近14个年头了。喷煤枪头及小口径管件实现陶瓷内衬的技术已经非常成熟。而且在高炉喷煤上的应用也进入了成熟阶段。返回头回顾我公司研究推广的历史也许对产品技术的提高和普及有着一定的意义。
在1990年,由于我国钢铁企业的复苏和崛起,使我国炼铁高炉的数量和容积不断增加和扩大,生铁产量也大幅度提高,但是,现代高炉所用的喷煤枪头,多采用普通不锈无缝钢管或高强度耐热钢管焊接而成,使用寿命较短,更换频繁,工人劳动强度大,影响生铁产量,增加炼铁的成本,直接制约着高炉喷煤技术的发展。所以,稳定和提高喷煤量是高炉炼铁降低成本***的途径之一,而提高喷煤量的关键在于喷煤枪头及喷煤管道的使用寿命。当今世界科技的竞争已成为综合国力竞争的焦点。我国“863”高新技术研究发展计划,充分显示了我国参与这一国际竞争的信心和决心。“863”计划实施的十几年来,在***世界科技前沿的七大领域中有了很大的突***和进展。在某些领域,基础理论和应用研究达到了世界水平,特别是自蔓延陶瓷内衬复合异型件制造技术的应用推广,在国际上占据***地位。并已取得了可观的经济效益和良好的社会效益。广泛用于冶金、电力、矿山、石油、化工建筑等领域。因此,选择耐磨损、耐腐蚀、抗高温、抗变形的材料制备管件弯头及喷煤枪头就成为提高喷煤枪头命的关键。在短短的几年内,
我国已涌现出几十家陶瓷内衬复合钢管制造企业,形成了以解决管道磨损、腐蚀、高温氧化等问题的重多材料生产企业中,具有相当竞争实力的一个新行业,并具备相当大的发展潜力。









喷煤枪头的损坏正常情况下是由疲劳引起的。在喷煤枪头正常工作的情况下。疲劳损坏主要表现在以下几个方面:
外表面高温氧化,表皮逐渐层层剥落。解决表面氧化问题主要从选择材料和对材料表面处理两方面解决。目前,材料的选择由早期的普通不锈钢改变为高温合金不锈钢。对的外表面进行各种抗高温氧化材料的渗透。
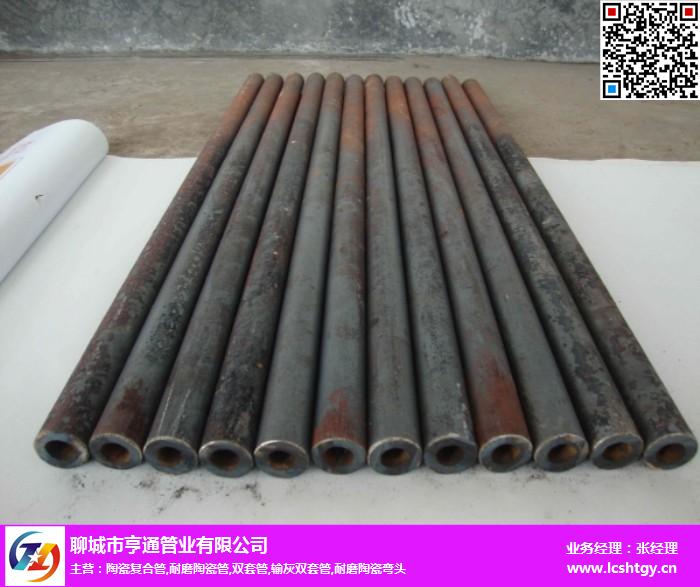
内表面物料冲刷,管径逐渐增大、侧面磨穿磨漏。主要从改变材料,增加管壁厚度和采用内表面渗透耐磨材料等方法入手。目前,比较好的方法是在内壁衬(Al2O3)陶瓷。
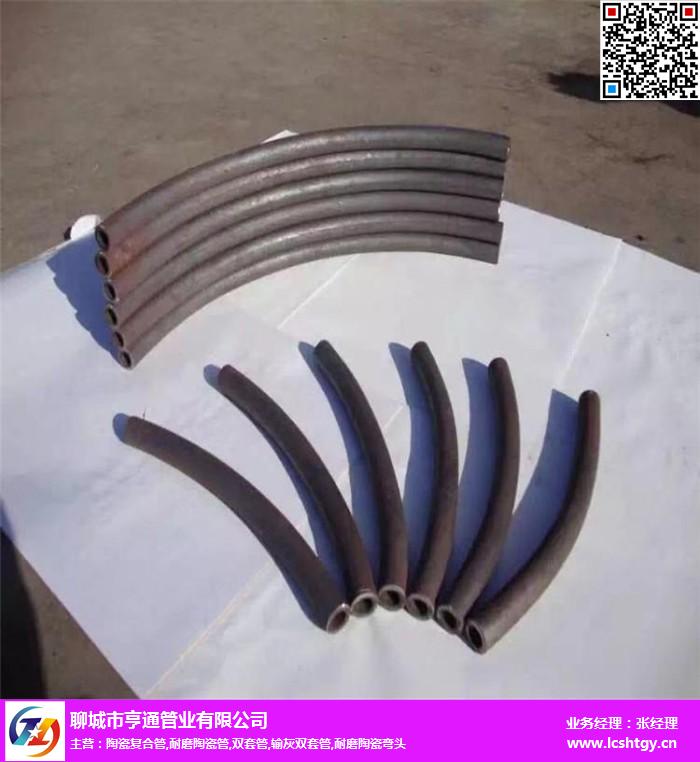
枪体严重变形,枪头逐渐弯曲变形,枪头口部“开花”变形。目前解决的办法是采用内衬陶瓷材料,增加管壁厚度等方法解决。当然,现场经常巡回检查及时调换喷煤枪头位置是的方法。


喷煤枪头自20世纪60年始应用于生产以来,经过不断试验研究与完善提高,已相当普及。目前世界上90%以上的生铁是在采用喷吹燃料的高炉上生产的。一些先进的高炉喷煤量已达200kg/tFe以上。
喷煤枪头作为高炉喷吹煤粉的重要设备,它的结构与性能直接影响到煤粉燃烧率、煤焦置换比、喷煤的广度与均匀度以及风口寿命等诸多方面。为了适应高炉不断提高喷煤比及喷煤效益的需要,喷煤枪头在近来得到了广泛的研究与探讨,人们在单管喷煤枪头的基础上进行了一系列的改进与试验。
随着喷煤技术的不断提高,喷煤量的不断加大。对喷煤枪头的要求越来越高,所以研究提高喷煤枪头的使用寿命是非常必要的。
喷煤枪头的发展趋势由一口一枪趋向一口双枪。从单一材质趋向复合材质。从单管趋向套管。喷口从简单趋向复杂。由连续流趋向脉冲流。其中,材料的变化是目前国际国内通用的。如的喷煤枪头大都由单一的不锈钢(如1Cr18Ni9Ti)无缝管制成,随着风温和喷煤量的提高,喷煤枪头磨损和烧损及喷煤磨蚀风口等问题日益突出。现在的喷煤枪头大都针对喷煤枪头各部分温度及磨蚀程度的不同而采用了不同的材质。如喷煤枪头采用了高温合金,喷煤枪头前段内衬金属陶瓷。使喷煤枪头的实际消耗量降低约77.07%,单枪平均使用寿命达到明显提高。





 在线客服
在线客服 15306353600
15306353600 15306353600@163.com
15306353600@163.com


